
When Tesla first used the Giga Press to integrate more than 70 rear underbody parts of the Model Y into a single casting, manufacturing costs dropped by around 40% and floor space shrank by about 30%. This move reshaped automotive manufacturing and triggered a global race toward giga casting and integrated die casting. Chinese OEMs such as BYD, Geely, NIO and Dongfeng have all invested heavily in 10,000-ton-class die casting centers dedicated to one-piece body structures.
Behind this “one-shot casting” revolution, a quieter but equally decisive revolution is happening: vacuum die casting. In large integrated structures, high-vacuum control is becoming the key boundary between stable mass production and hidden defects.
- Why Vacuum Die Casting Matters for Giga Casting
- How the Vacuum System Becomes the “Respiratory System” of HPDC
- Vacuum Pump vs Vacuum Tank: Two Evacuation Architectures
- Building a System-Level Vacuum Strategy for HPDC
- Tesla’s High Vacuum Practice on Model Y Giga Casting
- Key Technical Strategies to Achieve 50 mbar Vacuum Die Casting
- Aluminum Die Casting Services
Why Vacuum Die Casting Matters for Giga Casting
From Tesla Giga Press to 16,000-ton Chinese Lines
In October 2025, Dongfeng Motor announced the start-up of a 16,000-ton integrated die casting line, currently the world’s largest press tonnage. The line can produce 300,000 sets of large structural parts annually. In less than two minutes, 720 °C molten aluminum fills a 2.1 m × 1.6 m battery tray for new energy vehicles.
As press tonnage increases and castings become larger and more complex, the cavity volume grows dramatically, filling paths become longer and more intricate, and the risk of trapped air rises sharply. When molten metal flows at tens of meters per second, any gas that cannot escape in time will be torn, entrained and dispersed into the melt, forming internal porosity and severe air entrapment.
These hidden pores act like tiny “time bombs” inside the casting, undermining mechanical performance, fatigue life and leak tightness. For such large structural castings, traditional vacuum systems can no longer meet the requirements. High vacuum (≤ 50 mbar) or even ultra-high vacuum (≤ 30 mbar) is needed to remove the gas effectively from the cavity.
Porosity, Strength and the 50M bar Threshold
Multiple studies show a clear correlation between the vacuum level and mechanical properties of aluminum alloy die castings: the higher the vacuum (the lower the absolute pressure), the lower the porosity and the higher the mechanical strength.
When the vacuum level improves from 100M bar to 50M bar, porosity can drop by about 55–65%, while tensile strength increases by 12–18%. In high-end die casting, 50M bar is now widely regarded as the entry threshold for “high vacuum die casting,” and 30M bar marks the target range for advanced applications such as large integrated body structures.
In other words, the vacuum system is no longer just an auxiliary device; it defines whether a modern high pressure die casting (HPDC) line can consistently deliver structural parts with automotive-grade performance.
How the Vacuum System Becomes the “Respiratory System” of HPDC
If the die casting machine is the “heart” of the production line, then the vacuum system is its respiratory system. Within a fraction of a second, it must remove the air in the cavity so the molten metal can solidify in a clean environment.
The “quality of breathing” determines the “health” of the casting. To enable efficient breathing, we need both a well-designed “airway” (vacuum vents and valves) and sufficient “lung capacity” (vacuum pumps and tanks).
Cooling Blocks – Passive Self-Sealing Vents
Cooling blocks represent a typical passive self-sealing vent. They are relatively simple, low cost and easy to maintain.
- The die is designed with narrow vent gaps at the end of filling.
- When the molten metal flows into this region, it contacts the cooling block (often made of beryllium copper), loses heat quickly and solidifies.
- The solid metal plug then automatically seals the vent, stopping further evacuation and preventing flash.
Because beryllium copper has a thermal conductivity up to about seven times that of conventional tool steels, the cooling block can absorb heat and solidify the metal extremely quickly, enabling compact designs.
However, the vent channel in a cooling block is narrow and often tortuous. Flow resistance is high; the evacuation efficiency is limited. There is also a risk of blockage caused by metal sticking or release-agent contamination. For that reason, cooling blocks are better suited for auxiliary venting points or parts where the vacuum die casting requirement is not extremely high.

Hydraulic / Pneumatic Valves – Semi-Process Vacuum
Hydraulically or pneumatically actuated vacuum valves are the main solution for semi-process vacuum.
- They usually provide a relatively large vent cross-section and can deliver high instantaneous evacuation flow.
- The closing of the valve is controlled by external signals – e.g. time programs or sensors linked to plunger position.
The advantage is precise, repeatable control. The limitation is that the valve must close before the filling process ends, to avoid molten metal penetrating the vent. Any response delay in the control system forces engineers to close the valve even earlier. As a result, gas generated during the later stages of filling cannot be removed, limiting the final vacuum level.

Mechanical Kinetic Valves – Full-Process Vacuum
Mechanical kinetic (impact-driven) valves are the core component for achieving near full-process vacuum.
- The valve is installed at the far end of the cavity, near the last-filled region.
- It does not depend on external control; instead, the advancing molten metal itself triggers closure.
- When the metal front reaches and hits the valve, its kinetic energy drives the valve core to close the vent.
Because the valve remains open until the metal arrives, the cavity can be evacuated almost throughout the entire filling process, which is crucial for reaching very low residual pressures. At the same time, the closing timing automatically tracks real filling behavior and is less sensitive to small changes in process parameters or geometry. This makes mechanical kinetic valves especially suited for large integrated die castings where process robustness is critical.

Vacuum Pump vs Vacuum Tank: Two Evacuation Architectures
Choosing the right vacuum die casting architecture is as important as choosing the vent hardware. Currently, there are two mainstream approaches to evacuate the die cavity:
- Direct evacuation by the vacuum pump
- Evacuation assisted by a vacuum tank (negative-pressure reservoir)

Direct Pumping – Limited Instantaneous Performance
In the direct-pumping layout, the pump is connected to the die and draws air out of the cavity directly.
This approach is straightforward but has two major challenges:
- The available evacuation window is very short in real production.
- To pull the cavity quickly down to a low pressure, the pump would need an extremely high instantaneous pumping speed.
In practice, this leads to poor efficiency and low utilization of pump power. As a result, direct pumping is rarely selected for high-vacuum die casting of large structural parts.
Vacuum Tank Assisted Evacuation – The Dominant Solution
The mainstream and field-proven solution is to use a vacuum tank between the pump and the die.
- A large tank is first pumped down to a high vacuum level before the shot.
- During the short filling window, the cavity is connected to this tank.
- The large pressure difference between cavity and tank enables very high flow and rapid evacuation, quickly bringing the cavity to the target vacuum level.
In this configuration, the pump’s main job is to regenerate and maintain the vacuum tank between shots. That means the design focuses on average pumping capacity over the full cycle, not on extreme peak flow in a few hundred milliseconds. This significantly reduces peak power and total energy consumption.
The vacuum tank acts like a powerful “lung”, storing vacuum energy and releasing it explosively when the die needs to “breathe out” air.
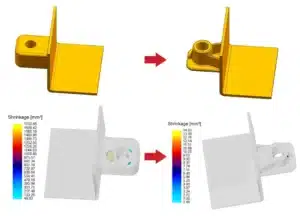
Simulation: Natural Venting vs Vacuum Assisted Filling
For a typical rear underbody giga casting, simulation compared two cases:
- Natural venting (no vacuum die casting)

- High vacuum with optimized venting and evacuation

In the natural-venting case, the results show large red and dark-blue regions indicating high air pressure and serious air entrapment risk. In the vacuum die casting scenario, these critical regions almost disappear, proving that high vacuum plus proper vent design can greatly reduce air entrapment and enable stable filling.
Building a System-Level Vacuum Strategy for HPDC
Having advanced components and a powerful evacuation method is only the foundation. To build a truly robust vacuum die casting process, we need system-level integration and control. One highly recommended architecture combines:
- Dual-loop vacuum systems, and
- (Near) full-process vacuum control.
Dual-Loop Vacuum System for Shot Sleeve and Cavity
In the dual-loop concept, the shot sleeve and die cavity use independent vacuum loops (separate pumps and/or tanks, or at least individually controlled circuits):
- Loop A focuses on the shot sleeve, quickly reducing pressure before and during early plunger movement to prevent air entrapment at the start of filling.
- Loop B focuses on the cavity, maintaining deep vacuum during the main filling phase.
This decoupling ensures that operations in the shot sleeve do not degrade the starting vacuum level of the cavity loop. In practice, this greatly improves evacuation rate and final cavity vacuum, delivering a more uniform and reliable venting effect across the whole process.

Near Full-Process Vacuum: From Pipeline Pre-Evacuation to Final Sealing
A high-performance vacuum die casting system coordinates the following steps:
- Pipeline pre-evacuation
After die closing and before the plunger covers the pour hole, the vacuum system starts to evacuate the pipelines and manifolds. This reduces the initial gas volume in the system and prepares for rapid cavity evacuation. - Shot sleeve evacuation
Once the plunger passes and seals the pour hole, the dedicated shot-sleeve loop quickly lowers the gas pressure in front of the plunger, creating a favorable negative-pressure environment for smooth metal flow. - Cavity evacuation with main vacuum valve
After the shot begins, the cavity loop operates at full capacity. The main hydraulic vacuum valve opens to provide high-flow evacuation until the metal front approaches the valve location or reaches the preset switchover point to high-speed shot. Sensors or control logic then trigger rapid valve closure. - Auxiliary vents until complete filling
Additional venting points (active vent plates, cooling blocks, etc.) continue to evacuate local regions until they are blocked by solidified metal as the cavity becomes fully filled.
Through this coordinated strategy, the evacuation process and metal filling are synchronized as much as possible, approaching a true full-process vacuum die casting operation.

Tesla’s High Vacuum Practice on Model Y Giga Casting
Tesla is one of the earliest large-scale adopters of high vacuum die casting. In Model Y rear underbody production, Tesla uses:
- The IDRA Giga Press OL 6100 CS for ultra-large die casting, and
- The Fondarex Modular Cell 6C vacuum system.

This system supports six independent vacuum channels:
- One channel is dedicated to the shot sleeve.
- The others are distributed around the cavity according to the structural complexity and connected to high-efficiency venting elements such as cooling blocks and mechanical valves.
In regular production, Tesla maintains a cavity pressure of around 50 mbar, with some operating conditions reaching approximately 30 mbar, touching the ultra-high vacuum range.
With this setup, Tesla has reportedly achieved:
- Around 25% improvement in rear body casting strength
- About 40% reduction in assembly time
- Production cycle shortened from “hours” to “minutes”
These results prove that precise, reliable vacuum control is a core enabler of large integrated castings.
Key Technical Strategies to Achieve 50 mbar Vacuum Die Casting
To stably reach 50 mbar or lower in vacuum die casting, the entire system – from hardware to process parameters – must be designed as an integrated engineering solution. Key strategies include:
1. Optimize High-Efficiency Vent Units
- Use large-diameter, high-flow hydraulic or mechanical vacuum valves as the primary cavity vents.
- Add strategically placed auxiliary vents (vent plates, cooling blocks) to handle specific areas prone to gas entrapment.
2. Build a Fast-Response Evacuation System
- Prefer vacuum tank assisted evacuation, especially dual-loop systems for shot sleeve and cavity.
- Ensure the tank volume and pump capacity can provide high instantaneous flow and deep vacuum during the short filling window.
3. Develop a Comprehensive Venting Strategy
- Implement pipeline pre-evacuation to minimize initial gas.
- Use priority or synchronous evacuation of the shot sleeve to reduce early-stage air entrapment.
- Maintain (near) full-time cavity evacuation until just before the metal reaches each vent.
4. Guarantee High-Level Sealing of Die and Shot System
- Minimize leakage along parting lines.
- Control clearances between plunger and shot sleeve.
- Pay attention to ejector pin holes, slide interfaces and all other potential leakage paths.
Excellent sealing is a prerequisite for realizing the full potential of vacuum die casting.
5. Fine-Tune Related Process Parameters
- Optimize the type and application of release agents, and manage spray quantity precisely to reduce gas generation inside the cavity.
- Use minimal controlled plunger lubrication to avoid additional gas sources.
- Design and tune the shot curve (slow shot, rapid acceleration, final intensification) to improve flow behavior and further reduce air entrapment.
Looking for a Partner in High Pressure Die Casting and Mold Manufacturing?
If you are planning new vacuum or high pressure die casting projects, we can help.
At Cast Mold, we specialize in:
- High pressure die casting (HPDC) for aluminum and zinc alloys
- Mold design and manufacturing for HPDC molds, trim tools and related tooling
- DFM & Moldflow support before cutting steel
- Sampling and low- to high-volume production, from prototype to stable mass production
If you’d like to explore whether your next integrated or structural part is suitable for vacuum die casting, you’re welcome to share your drawings and requirements with us — we’ll review them and propose a practical manufacturing “from design to delivery.”
Aluminum Die Casting Services
Learn more about our aluminum high pressure die casting services in China.




")
