While aluminum die casting is a cornerstone of modern manufacturing, producing complex components for diverse industries, the process is susceptible to critical aluminum die casting defects. These defects, especially internal ones, can compromise structural integrity, functional performance, and overall product reliability. Unlike visible surface defects, these hidden flaws often require advanced diagnostic tools like X-ray inspection to detect.
This article delves into 8 critical internal aluminum die casting defects commonly encountered. Drawing from practical experience and diagnostic insights, we will explore the phenomena, primary causes, and actionable solutions for each, providing a robust framework for quality control and process optimization.
The 8 Critical Internal Aluminum Die Casting Defects
1. Gas Porosity
Phenomenon: Gas porosity appears as relatively regular, smooth-walled spherical voids within the casting. This is one of the most common aluminum die casting defects, formed when air or gases from the shot sleeve, runner, or mold cavity become entrapped within the molten metal and solidify.
Main Causes:
- Inadequate Mold Venting: Trapped air or gases in the mold cavity cannot escape during metal injection.
- Turbulent Metal Flow: Excessive injection speed or improper gating design causes the molten metal to splash and atomize, entraining air.
- Insufficient Shot Sleeve Fill: If the molten metal volume in the shot sleeve is too low, air can be easily trapped and carried into the cavity.
- Excessive Lubricant/Moisture: Over-application or incomplete drying of mold release agents can lead to gasification and entrapment.
- High Melt Gas Content: Dissolved gases in the molten aluminum itself (e.g., from hydrogen absorption) contribute to porosity.
Diagnosis & Solutions:
- Diagnosis: X-ray inspection (reveals spherical voids), destructive cross-sectioning.
- Solutions:
- Optimize Venting: Increase the size and number of mold vents and overflow wells. Ensure vents are clear and well-maintained.
- Adjust Injection Profile: Reduce the fast-shot injection speed to minimize turbulence and splashing. Optimize the slow-shot phase to ensure smooth metal front progression.
- Ensure Adequate Shot Sleeve Fill: Verify the molten metal volume poured into the shot sleeve is sufficient (e.g., 60-70% capacity) to prevent air entrapment.
- Control Lubricant Application: Apply mold release agent thinly and evenly. Ensure it is fully atomized and dry before mold closure.
- Degas Molten Metal: Implement proper melt degassing practices (e.g., fluxing, inert gas bubbling) to reduce hydrogen content in the aluminum alloy.
- Optimize Gating Design: Redesign gates to promote laminar flow and prevent direct impingement that causes splashing.

2. Pinhole Porosity
Phenomenon: Pinhole porosity presents as numerous, very fine, uniformly distributed small holes or pits within the casting, often clustered in groups. These are difficult to detect via X-ray due to their size and dispersion but become visible on machined surfaces.
Main Causes:
- Contaminated Raw Materials: Use of impure furnace charges or improperly cleaned recycled material can introduce gas-forming elements.
- Excessive Melting Temperature: Overheating the molten alloy increases its ability to absorb gases (especially hydrogen).
- Prolonged Holding Time: Extending the holding time after degassing allows the melt to re-absorb gases.
- Turbulent/Atomized Injection: High-velocity metal flow, especially through small gates, can atomize the metal, entrapping micro-bubbles of air and lubricant vapor.
- Poor Mold Venting/Cooling: Insufficient venting or rapid, uneven cooling can trap minute gas bubbles at the metal-mold interface.
Diagnosis & Solutions:
- Diagnosis: Machining a surface reveals the pinholes; X-ray can sometimes show dense clusters.
- Solutions:
- Strict Raw Material Control: Use clean, high-purity furnace charges and carefully prepare recycled materials.
- Precise Temperature Control: Strictly control melting and holding temperatures to specified ranges.
- Timely Melt Usage: Use properly refined and degassed alloy quickly; avoid prolonged holding.
- Optimize Gating & Injection: Redesign runner and gate to prevent atomized injection. Reduce ingate velocity (second-phase injection speed).
- Enhance Venting: Increase the area of overflow wells and vents, ensuring smooth gas escape.
- Balance Mold Cooling: Adjust mold temperature to prevent premature solidification that traps gas, ensuring continuous metal flow.

3. Shrinkage Porosity / Shrinkage Cavity
Phenomenon: Shrinkage porosity, or shrinkage cavities, is one of the most common aluminum die casting defects. It manifests as irregularly shaped, rough-surfaced depressions or voids within the casting. These are formed when molten metal cannot adequately feed thicker sections during solidification to compensate for volume contraction.
Main Causes:
- High Pouring/Casting Temperature: Excessive melt temperature increases total solidification shrinkage.
- Uneven Wall Thickness / Hot Spots: Large variations in wall thickness or specific thick sections (“hot spots”) solidify last and become susceptible to feeding issues.
- Insufficient Specific Pressure (Intensification): The pressure applied during solidification is too low to force additional molten metal into shrinking areas.
- Inadequate Overflow Well Capacity: Overflow wells are too small or poorly placed to draw shrinkage.
- Small Gate Size: The ingate cross-section is too small, freezing prematurely and cutting off feed metal to the solidifying part.
Diagnosis & Solutions:
- Diagnosis: X-ray inspection (reveals irregular, dendritic voids), destructive sectioning.
- Solutions:
- Optimize Casting Temperature: Reduce the molten metal pouring temperature to the lowest acceptable level.
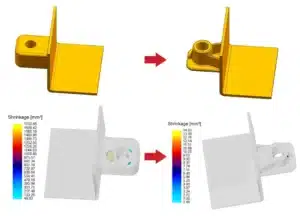
- Improve Part Design: Work with the customer to modify the casting structure, aiming for uniform wall thickness and eliminating excessive hot spots. Add ribs or core-out thick sections.
- Increase Specific Pressure: Increase the intensification pressure to ensure more material is packed into the solidifying part.
- Optimize Overflow Wells: Increase the volume and strategically place overflow wells to effectively draw shrinkage.
- Adjust Gate Design: Increase the ingate cross-sectional area to allow for longer feeding times before the gate freezes. Ensure the gate freezes after the critical sections of the part.
- Balance Mold Temperature: Implement localized cooling in hot spot areas to promote directional solidification.

4. Porosity / Loose Structure
Phenomenon: This defect is characterized by a macroscopically loose and non-dense structure, often accompanied by shrinkage pores. It indicates a general lack of compaction and material integrity, typically detectable but somewhat blurred on X-ray.
Main Causes:
- Large Alloy Shrinkage: The specific alloy’s inherent contraction upon solidification is high.
- Delayed or Insufficient Intensification Pressure: The plunger builds pressure too late or the applied pressure is insufficient to compact the casting during solidification.
- High Mold Temperature: An overly hot mold can prolong solidification time, increasing the window for shrinkage and making compaction difficult.
- Low Metal Injection Volume: Insufficient molten metal volume can lead to a less dense casting.
- Improper Alloy Fluidity: The alloy’s composition leads to poor fluidity, hindering its ability to fill and feed properly under pressure.
Diagnosis & Solutions:
- Diagnosis: X-ray inspection (shows diffuse low-density areas), density measurement of the part.
- Solutions:
- Adjust Alloy Selection: If possible, use an alloy with lower shrinkage characteristics.
- Optimize Part Design: Improve casting structure with smoother transitions to reduce concentrated shrinkage.
- Increase Intensification Pressure: Raise the specific pressure and ensure it is established early and maintained throughout solidification.
- Calibrate Machine: Regularly check and maintain the die casting machine’s pressure system.
- Control Mold Temperature: Ensure the mold operates at an optimal temperature to facilitate proper solidification and compaction.
- Precise Metal Pouring: Use accurate quantitative pouring to ensure sufficient metal volume.

5. Slag Inclusion
Phenomenon: Slag inclusions are foreign metallic or non-metallic particles embedded within the casting, distinct from the base metal. Their position is often random, making them hard to detect via X-ray unless large, but they become visible upon machining.
Main Causes:
- Dirty Melt: Molten metal in the holding furnace or ladle contains oxides (dross/slag), impurities, or un-melted alloy pieces.
- Refractory Spalling: Fragments of the furnace or ladle refractory lining break off and mix with the melt.
- Unclean Transfer/Runner System: Slag or impurities from the transfer ladle, shot sleeve, or runner system are carried into the mold.
- Contaminated Lubricant: Dirty or improperly mixed mold release agents can introduce foreign particles.
- Turbulence in Shot Sleeve/Gate: Poor filling practices in the shot sleeve or gate can draw surface impurities into the metal stream.
Diagnosis & Solutions:
- Diagnosis: Machining of the part, destructive sectioning, sometimes visible on X-ray if large.
- Solutions:
- Rigorous Melt Treatment: Implement thorough melt refining, fluxing, and skimming practices for both the furnace and transfer ladle.
- Maintain Refractories: Regularly inspect and repair furnace and ladle refractory linings to prevent spalling.
- Cleanliness Protocol: Ensure the shot sleeve, transfer ladle, and entire runner system are meticulously clean before each shot. Use filter screens in the runner system if applicable.
- Optimize Ladle Practices: Skim the surface of the molten metal in the ladle just before pouring.
- Control Lubricant: Ensure mold release agents are clean, properly mixed, and applied without splashing contaminants.

6. Hard Spots / Oxide Inclusion
Phenomenon: Hard spots appear as small, localized particles or chunks within the casting that possess a significantly higher hardness than the surrounding base metal. They cause severe machining difficulties, excessive tool wear, and often appear as bright, contrasting areas on machined surfaces.
Main Causes:
- Oxidized Impurities: Oxides formed on the melt surface (dross) or entrapped during pouring/injection are a common source.
- Un-melted Intermetallic Compounds: Certain alloying elements, if not fully melted or properly mixed, can form hard intermetallic compounds.
- Refractory Contamination: Similar to slag, fragments from furnace linings, ladles, or even crucible coatings can introduce hard materials.
- Dirty Scrap/Recycled Material: Contaminated scrap can introduce materials with high melting points or hard phases.
- Alloy Segregation: Uneven distribution of alloying elements during solidification can lead to localized hard phases.
Diagnosis & Solutions:
- Diagnosis: Machining difficulties (premature tool wear), X-ray (if dense enough), microstructural analysis.
- Solutions:
- Enhanced Melt Cleanliness: Rigorous skimming and fluxing of the melt to remove oxides.
- Proper Melting Practice: Ensure the alloy is completely melted and homogenized at the correct temperature. Avoid overheating, which promotes oxidation.
- Refractory Maintenance: Maintain all refractory linings in furnaces, ladles, and crucibles.
- Raw Material Purity: Use high-purity ingots and control the quality of recycled materials.
- Filtration: Consider melt filtration systems in the holding furnace or transfer ladle for critical applications.

7. Leakage
Phenomenon: A leakage defect occurs when a casting fails a pressure test, showing visible signs of water, air, or oil escaping from its internal structure. This is often indicated by a “red light” on a dry pressure testing machine. While not a primary defect in itself, it is a critical functional failure caused by underlying internal aluminum die casting defects.
Main Causes:
- Underlying Porosity: The most common cause is the presence of interconnected gas porosity or shrinkage porosity that creates open pathways through the casting wall.
- Internal Cracks: Fine internal cracks (including hot tears or cold cracks) can create leakage paths.
- Cold Flow/Laps: Severe cold flow defects that extend through the casting wall can compromise leak-tightness.
- Inclusions: Certain types of inclusions, especially if large or clustered, can create weak points that lead to leaks under pressure.
- Insufficient Density/Compaction: A generally porous or loose internal structure due to insufficient pressure or feeding.
Diagnosis & Solutions:
- Diagnosis: Pressure testing (air, water, oil), X-ray inspection (to identify underlying porosity/cracks).
- Solutions:
- Address Root Cause Defects: Leakage is a symptom. The primary solution is to identify and resolve the specific internal defects (gas porosity, shrinkage, cracks, cold flow) that are causing the leakage.
- Optimize Gating and Feeding: Ensure robust feeding to all sections, especially thick areas, to prevent shrinkage porosity.
- Improve Venting and Injection: Eliminate gas porosity through effective venting and controlled injection speeds.
- Increase Specific Pressure: Ensure sufficient intensification pressure to compact the casting and minimize micro-porosity.
- Impregnation: For certain non-critical applications, impregnation (sealing with resin) can be used as a post-casting treatment for minor leaks.

8. Brittleness
Phenomenon: Brittleness in an aluminum die casting means the component is prone to sudden fracture or breakage without significant plastic deformation. This can be caused by the base metal’s crystal grains being either excessively coarse or too fine.
Main Causes:
- Overheating/Prolonged Holding of Melt: Exposing the molten alloy to excessively high temperatures or prolonged holding times can lead to coarse grain structures and reduced mechanical properties.
- Excessively Rapid Cooling (Chilling): Very rapid cooling can produce an extremely fine, brittle grain structure in certain alloys.
- Excessive Impurities (Zn, Fe) or Alloying Elements (Cu): High levels of specific impurities (e.g., Zinc, Iron) or exceeding the optimal range for alloying elements like Copper can lead to brittle phases or reduced ductility.
- Refractory Coating Spalling: If melting tool coatings (e.g., ladle, furnace lining) flake off and contaminate the melt, they can introduce undesirable elements affecting grain structure.
- Oxide Films/Inclusions: Internal oxide films or other non-metallic inclusions can act as crack initiation sites, reducing ductility.
Diagnosis & Solutions:
- Diagnosis: Mechanical testing (tensile, impact), microstructural analysis (grain size, phase identification), spectral analysis of alloy composition.
- Solutions:
- Precise Temperature Control: Monitor and strictly control the melting and holding temperatures of the molten alloy. Avoid overheating.
- Optimize Cooling Rates: Adjust mold cooling parameters to achieve an optimal solidification rate, avoiding both excessively slow and excessively rapid cooling.
- Strict Alloy Composition Control: Conduct regular spectral analysis of the alloy. Ensure all alloying elements (especially Cu, Zn, Fe) are within specified ranges.
- Maintain Melting Tools: Ensure melting furnace and ladle coatings are intact and not spalling.
- Melt Cleanliness: Implement rigorous melt cleaning and degassing to reduce oxide films and other inclusions that can embrittle the material.

Conclusion: Mastering Quality to Prevent Aluminum Die Casting Defects
Addressing internal aluminum die casting defects is fundamental to achieving high-performance and reliable components. These flaws, though hidden, can have profound impacts on product functionality, safety, and longevity.
A proactive and systematic approach is essential. This involves not only detecting defects through advanced diagnostic methods but, more critically, understanding their root causes—whether stemming from material quality, mold design, or process parameters. By meticulously diagnosing and implementing targeted solutions, die casting foundries can transition from reactive problem-solving to robust process control, ensuring every aluminum die-cast part meets the most stringent quality standards. Continuous vigilance, combined with a deep understanding of metallurgy and process dynamics, is the key to mastering internal quality and unlocking the full potential of aluminum die casting.
Aluminum Die Casting Services
Learn more about our aluminum high pressure die casting services in China.




")
