In high pressure die casting (HPDC), we often say that shot parameters and temperature control are the foundation of casting quality. But between molten metal and the die surface, there is another critical “bridge” — the die casting release agent and the way it is sprayed onto the mold.
Spraying is not simply “the more, the better”. Precise control of die casting release agent spraying is essential, especially for complex structural parts and large integrated castings:
- Too little spray → difficult demolding, risk of soldering, galling and broken ejector pins.
- Too much spray → residual moisture, unstable die temperature, flow marks, cold shuts and even reduced mechanical properties.
This article explains why spray control is so sensitive, how the Leidenfrost effect silently disrupts the process, and how different spray technologies — from traditional copper pipe to electrostatic spraying — impact mold temperature, part quality and mold life.
- 1. The Hidden Enemy: Leidenfrost Effect in Die Casting Release Agent Spraying
- 2. Three Ways to Spray: Traditional vs. Micro vs. Electrostatic
- 3. How Spraying Strategy Affects Die Temperature
- 4. Practical Countermeasures: How to Beat the Leidenfrost Effect
- 5. Conclusion: Spraying is a System, Not a Simple Step
- 6. From Design to Delivery: How Cast Mold Puts Spray Control into Practice
- Aluminum Die Casting Services
1. The Hidden Enemy: Leidenfrost Effect in Die Casting Release Agent Spraying
A common assumption on the shop floor is: “The higher the die temperature, the faster water evaporates, so the die casting release agent works better.”
Experiments show the opposite.
1.1 What is the Leidenfrost effect?
When a water droplet falls onto a surface far above its boiling point, the liquid that touches the surface flashes into steam instantly and forms a thin vapor layer. This “steam cushion” separates the remaining liquid from the surface, preventing further heat transfer.
The visual effect is familiar: the droplet does not boil away quickly, but skates and dances across the hot surface like a small rolling bead instead of evaporating. This is called the Leidenfrost effect.
1.2 Why it matters for die casting release agent
In a die casting cell, the same physics appears during release agent spraying:
- If the die temperature is too high
- Or the spray angle and coverage are not correct
the water-based die casting release agent behaves just like those droplets. Instead of spreading and forming a continuous film, liquid droplets slide over the surface, fail to wet the cavity and drop straight into the pit below the machine.

Consequences:
- Poor or incomplete release film formation on the cavity
- Large quantities of release agent wasted
- Excess wastewater that is costly to treat
- Localized hot spots, unstable temperature and quality problems
1.3 Experimental results: evaporation time vs temperature
Experiments with water droplets on a heated surface show a non-linear relationship between temperature and evaporation time:
- Around 100 °C: water evaporates fastest.
- Around 150 °C: evaporation time is longest, close to 90 s per droplet — this is where the Leidenfrost effect is strongest.
- Even at 350 °C, a droplet can survive for about 30 s.
In real die casting production, cavity surface temperatures are usually well above 150 °C, meaning the Leidenfrost effect is almost unavoidable. It becomes an invisible barrier between the die casting release agent and the die surface, reducing effective film formation and making spray control much more critical.

2. Three Ways to Spray: Traditional vs. Micro vs. Electrostatic
Modern die casting plants mainly use three types of spray systems for die casting release agents. Each has its own mechanism, advantages and suitable scenarios.
2.1 Traditional copper pipe spraying
This is the earliest and most common method.

Key features:
- Uses simple copper pipes as spray heads
- Large spray volume, very diluted release agent (typ. 1:100 – 1:200 water ratio)
- The main function is cooling the die to reduce adhesion
In practice, many factories even use this “big water flooding” spray as a replacement for cooling channels. As a result:
- Die surface temperature suffers strong fluctuations every cycle
- Thermal stress cycles become severe → thermal fatigue and shorter die life
- Casting quality is unstable
Therefore, traditional copper pipe spraying is often used only on molds with lower quality requirements.
2.2 Micro-spraying
Micro-spraying upgrades the conventional idea with more controlled nozzles.

Typical configuration:
- Micro nozzles with an orifice of 0.5–0.8 mm
- Combined with a few larger nozzles (2–4 mm) for special hot zones like biscuit, runner or gate areas
Process characteristics:
- Spray quantity is much lower than copper pipe spraying
- Die casting release agent is more concentrated (often up to 1:10 dilution or less)
- Fine droplets improve atomization and film formation on the cavity
- Larger nozzles provide targeted cooling on high-temperature regions
This method reduces disturbance to die temperature, making it suitable for automotive structural parts and other high-quality castings where both release performance and temperature stability matter.
2.3 Electrostatic spraying: a new generation approach
Electrostatic spraying is a newer technology that leverages electrostatic attraction to apply die casting release agent more efficiently.

How it works:
- The release agent droplets are given a negative charge.
- The die surface is given a positive charge.
- Under the electric field, droplets are attracted and uniformly deposited onto the cavity.
Because it uses pure release agent concentrate (no water dilution), electrostatic spraying nearly eliminates the Leidenfrost problem and offers several major benefits:
- Material and environmental savings
- Uses almost only neat release agent, no added water
- Total consumption can be <3% of traditional spraying
- Huge reduction in raw material cost and wastewater treatment
- Highly uniform film formation
- Electrostatic “self-repair” effect: droplets preferentially attach to uncoated and thinner-film areas
- Especially effective for deep cavities, ribs and integrated structural parts where conventional spray cannot reach uniformly
- Results in better release performance and surface protection
- Defect reduction and surface quality improvement
- No water → no Leidenfrost effect
- Lower risk of flow marks, cold shuts, porosity related to moisture and vapor
- Ideal for castings with very high cosmetic or mechanical property requirements
3. How Spraying Strategy Affects Die Temperature
Die casting release agent is not only a lubricating and release medium — it is also a powerful heat exchanger. Different spray systems remove heat at very different rates.
3.1 Cooling intensity of different methods
The more water in the spray and the higher the spray volume, the stronger the cooling effect:
- With equal spraying time and similar nozzle layout, the cooling intensity is approximately:
- Traditional copper pipe spraying – strongest cooling
- Micro-spraying – moderate cooling
- Electrostatic spraying – weakest direct cooling (almost no water)
To visualize this, process engineers can assign different heat transfer coefficients for each method in simulation software. For example:
- Copper pipe spraying: ~3,500 W/m²·K
- Micro-spraying: ~2,000 W/m²·K
- Electrostatic spraying: ~500 W/m²·K
| Spraying Method | Upper Mold (°C) | Middle Mold (°C) | Lower Mold (°C) | |||
|---|---|---|---|---|---|---|
| ID1 | ID2 | ID3 | ID4 | ID5 | ID6 | |
| Traditional copper pipe | 144.9 | 146.0 | 122.0 | 123.4 | 182.2 | 184.5 |
| Micro-spraying | 156.3 | 156.2 | 132.3 | 133.8 | 197.5 | 199.6 |
| Electrostatic spraying | 177.1 | 179.0 | 168.5 | 166.8 | 251.7 | 259.0 |
Simulations show that, after spraying and closing the die, the mold temperature on the moving half differs significantly depending on the method. The temperature gap between the strongest cooling (copper pipe) and weakest (electrostatic) can reach about 74.5 °C at some measurement points.

Takeaway:
When setting up process simulations — and when interpreting results — it is crucial to match spray parameters to the real production method. Otherwise, the simulation becomes just a number from the computer, with limited guidance value for real die casting.
4. Practical Countermeasures: How to Beat the Leidenfrost Effect
Faced with the negative impact of the Leidenfrost effect on die casting release agent performance, the industry mainly takes two approaches.
4.1 Optimizing parameters of traditional spraying
If the plant is still using conventional water-based spraying, several parameters can be optimized to reduce the influence of the vapor layer:
- Increase spray air pressure moderately
- Higher pressure boosts the impact force of the droplets
- Helps break the front-edge steam layer so droplets can actually touch the die surface
- Avoid excessive pressure
- Too much pressure (well above ~6 bar) can wash away the already formed release film
- This leads to worse demolding and increased risk of soldering, exactly the opposite of what we want.
The goal is a balanced setting where droplets can penetrate the vapor layer without destroying the protective film.
4.2 Switching to electrostatic spraying
From a process perspective, electrostatic spraying is currently the most effective solution to avoid the Leidenfrost effect:
与静电喷涂(右)效果对比.webp "Die Casting Release Agent Spraying: How to Get Mold Spray Right 7")
- Uses pure release agent (no water), so there is no evaporation delay
- Droplets instantly attach and form a film, even at die temperatures around 250 °C
- Significantly improves release performance in deep ribs, pockets and difficult-to-spray areas
- Reduces sticking, soldering and local overheating, improving both productivity and mold life
For die casting factories focusing on high-end structural components, EV parts, telecom housings and other critical applications, electrostatic spraying can become a key lever to stabilize quality and reduce total cost.
5. Conclusion: Spraying is a System, Not a Simple Step
Die casting spraying is a refined technology that combines physics, chemistry and practical experience. It is far more than “just spraying a layer of oil”. In reality, the way we manage the die casting release agent directly affects:
- Casting quality (surface and internal)
- Production cost and scrap rate
- Die life and maintenance frequency
From traditional copper pipe spraying to micro-spraying, and now to electrostatic spraying, process evolution always revolves around two core goals:
- Stable, uniform and effective release film
- Controlled and predictable die temperature
Only by understanding the Leidenfrost effect, choosing the right spray technology and tuning parameters carefully can die casting manufacturers truly unlock the potential of their dies — producing better parts, more consistently, at a lower overall cost.
6. From Design to Delivery: How Cast Mold Puts Spray Control into Practice
At Cast Mold, “Precision from Design to Delivery” is not just a slogan – it’s how we manage every variable that can influence quality, including the behavior of the die casting release agent.
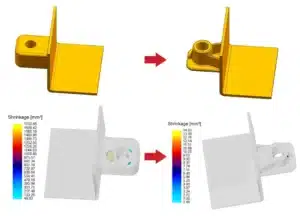
- At the design stage, our engineering team uses DFM and Moldflow to analyze gating, venting, hot spots and cooling circuits. Spray zones and spray times are planned together with the thermal balance of the die, instead of being treated as a “last-minute” setting on the machine.
- During tool manufacturing and sampling, we correlate real cavity temperatures, spray parameters and release agent types. For complex structural parts, our team evaluates whether traditional, micro-spray or electrostatic spraying is the best match for the die design and the customer’s quality targets.
- In serial production, process windows for die casting release agent concentration, spray pressure, nozzle layout and cycle time are documented and controlled under ISO 9001 / IATF 16949 standards. That allows us to give customers not only good trial parts, but stable, repeatable quality over the full mold life.
By combining tooling expertise, process simulation and shop-floor discipline, Cast Mold helps customers reduce soldering, porosity and cosmetic defects that are often linked to poor release agent control – and delivers castings that are ready for machining, coating and final assembly with fewer surprises.
Aluminum Die Casting Services
Learn more about our aluminum high pressure die casting services in China.




")
