In high pressure die casting (HPDC), most castings solidify sequentially—areas far from the gate freeze first, while regions near the gate solidify last. But because molten aluminum shrinks in both the liquid and solidification stages, the casting volume decreases during freezing. If the last-solidifying zone cannot be fed with enough liquid metal under pressure, shrinkage porosity or shrinkage cavities will form inside the part.
These defects don’t just affect appearance; they can severely weaken mechanical performance and even trigger cracking or fracture during service.
- What Are Shrinkage Porosity and Shrinkage Cavities?
- Die Casting Shrinkage Porosity: 9 Critical Causes
- How to Fix Die Casting Shrinkage Porosity (Fast, Practical)
- Case Study: Shrinkage in an Aluminum Magneto Cover
- Quick Checklist for Shrinkage Control
- Need Help Fixing Shrinkage Defects?
- Aluminum Die Casting Services
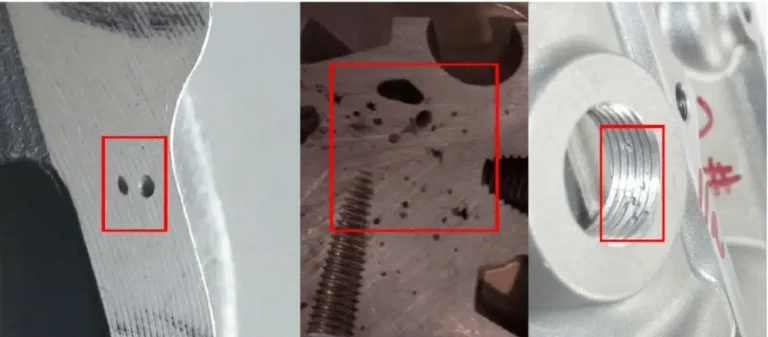
What Are Shrinkage Porosity and Shrinkage Cavities?

Although often discussed together, they are not the same:
Shrinkage Porosity (Microshrinkage)
- Many small, dispersed voids distributed inside the casting
- Usually appears in large castings or thick sections
- More uniform and “spongy” in structure
Shrinkage Cavity (Macroshrinkage)
- Large, concentrated voids in internal hotspots
- Shape is irregular
- Cavity walls are rough with dendritic crystals, unlike smooth gas pores
- Commonly located at the center or thick wall areas
Both types reduce density, strength, sealing performance, and machining reliability.
Die Casting Shrinkage Porosity: 9 Critical Causes
Below are the 9 most common causes of die casting shrinkage porosity and shrinkage cavities you should check first.
1. Unreasonable Part Design
If the part has:
- Thermal hotspots (heat concentration)
- Sudden wall-thickness changes
- Sharp corners or thin-to-thick transitions
Then thick zones cool slowly and shrink without enough feeding, creating cavities or porosity.

2. Poor Die Cooling System Design
When cooling channels are poorly arranged (wrong quantity, spacing, or depth), temperature differences across the part become too large, and hotspots solidify last without feeding.
3. Insufficient Feeding (Poor Pressure Compensation)
In HPDC, die temperature often forms an upper-cooler / lower-hotter gradient. If the last-freezing region is not connected to a liquid metal reservoir under pressure, shrinkage defects appear.
4. Pouring Temperature Too High
Overheated melt increases total shrinkage volume and raises the risk of shrinkage cavities. High temperature also promotes oxidation and gas-related defects that can worsen shrinkage.
5. Shot Speed or Intensification Pressure Too Low
Low injection ratio or low intensification pressure means the metal cannot be packed tightly during solidification, leaving shrinkage voids.
6. Holding Pressure Time Too Short
If holding time is insufficient, molten metal can’t continue feeding shrinking zones before gates freeze.

7. Inadequate Gating System
Examples:
- Ingate too thin or too small
- Poor ingate direction
- Early gate freezing blocks pressure transfer and feeding
8. Alloy Composition Effects
Some elements increase shrinkage tendency. For Al-Si alloys, silicon improves castability, but excess Si narrows the mushy zone, lengthens freezing time, and raises shrinkage risk.
9. Biscuit Too Thin
If the poured metal volume is low, the biscuit becomes too thin to transmit intensification pressure, weakening feeding ability.
How to Fix Die Casting Shrinkage Porosity (Fast, Practical)
1. Optimize Part Structure
Goal: eliminate hotspots and make solidification more uniform.
Common fixes:
- Use fillets instead of sharp corners
- Smooth thickness transitions
- Add ribs or hollow structures to remove heat concentration
2. Lower Pouring Temperature (Within Safe Window)
Avoid overheating. A stable temperature window reduces total shrinkage and defect probability.
3. Upgrade Ingate Design
Adjust:
- Ingate area
- Number of ingates
- Flow direction
So that metal fills deep cavities, thin walls, and hard-to-fill zones first, while still maintaining pressure feeding to the last-freezing areas.
4. Ensure Proper Biscuit Thickness
A sufficient biscuit acts as the pressure reservoir during intensification to feed shrinkage zones.
5. Apply Local Squeeze Feeding
Using squeeze pins during solidification can force liquid metal into shrinking zones, effectively reducing shrinkage cavities.
6. Improve Die Cooling Balance
- Add cooling channels near shrinkage zones
- Increase channel diameter or depth
- Extend spray time locally if needed
This removes heat faster from hotspots and narrows the solidification gap.
7. Fine-Tune Alloy Chemistry
Adjusting certain elements (e.g., slightly increasing Fe or reducing Cu in some cases) can shorten freezing time and reduce isolated liquid regions, lowering shrinkage risk.
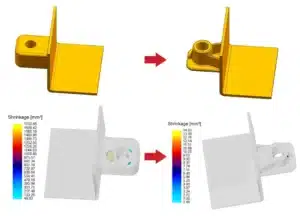
Case Study: Shrinkage in an Aluminum Magneto Cover
Simulation Findings
- Gates fully solidified at 5.9 s
- Hotspot regions remained above the solidus temperature until 18.8 s
- Severe thermal imbalance + early gate freezing prevented pressure feeding

Improvements
- Raise pouring temperature from 630 → 640°C
- Extended ingate solidification time 5.9 → 6.9 s, improving feeding.
- Strengthen local cooling
- Increased cooling channel diameter and quantity
- Replaced H13 core pin with beryllium copper for higher thermal conductivity
- Reduced maximum thick-area solidification time 25 → 19 s.
- Optimize runner and gate direction
- Curved branch runners to reduce temperature drop
- Redirected some ingates toward thick zones for better feeding.
Result
Shrinkage porosity/cavities were dramatically reduced and became invisible to the naked eye.

Quick Checklist for Shrinkage Control
- Remove hotspots through smarter part design
- Balance cooling and avoid cold/hot extremes
- Keep pouring temperature stable—not overheated
- Ensure adequate biscuit thickness
- Prevent early gate freezing
- Use enough intensification pressure and holding time
- Add squeeze pins in chronic shrinkage zones
- Maintain stable alloy composition
Need Help Fixing Shrinkage Defects?
Shrinkage porosity and cavities are often a combined result of structure, gating, cooling balance, and HPDC pressure feeding. If you’re seeing repeat shrinkage in a specific area, it usually means tooling + process need to be optimized together.
At Cast Mold, we provide high pressure die casting and mold manufacturing services. From DFM/Moldflow validation to gating/cooling optimization and stable mass production, we help customers eliminate defects like shrinkage porosity before they affect delivery or performance.
Aluminum Die Casting Services
Learn more about our aluminum high pressure die casting services in China.




")
