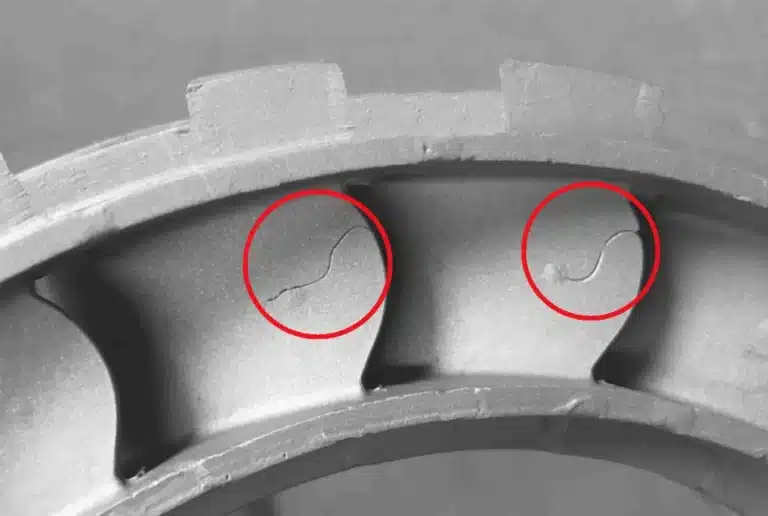
Cold shuts are one of the most common defects in aluminum and zinc die casting. They appear as one or more seam-like lines or crack-shaped joints on the casting surface, created when two metal fronts meet but fail to fuse into a single continuous structure. Besides hurting appearance, cold shuts can reduce mechanical performance and may propagate under external load.
In modern HPDC—especially thin-wall or long-flow parts—cold shuts are a critical quality issue that must be controlled through both tooling and process.
What Are Die Casting Cold Shuts?
A die casting cold shut (also called cold lap/cold joint) is a surface or near-surface discontinuity formed when molten metal loses temperature or pressure before the cavity fully fills. You’ll typically see:
- Irregular, sunken linear marks
- Narrow and elongated seam traces
- Mostly found in thin-wall areas or far from the ingate
- Sometimes accompanied by darkened areas, flow marks, or surface bubbles
Cold shuts can be through-type (penetrating deeper) or non-through-type (cosmetic but still risky).
Main Causes of Cold Shuts in Die Casting
Cold shuts rarely come from a single factor. The article summarizes several high-frequency root causes:
1. Unreasonable Mold Design
If the mold design doesn’t match molten metal flow behavior, the melt cools too early and can’t join correctly. Typical issues include:
- Incorrect runner/gate position
- Excessive flow path length
- Poor balance between multiple flow fronts
2. Mold Temperature Too Low
Low die temperature accelerates solidification during filling, lowering fluidity right at the meeting zones. Cold shuts tend to occur where two streams merge under weak thermal conditions.
3. Molten Metal (Pouring) Temperature Too Low
If melt temperature is below the stable filling window, viscosity increases and flow fronts “freeze” before fusing.
4. Improper Die Casting Parameters
Poor shot settings limit cavity filling and fusion, such as:
- Injection pressure too low
- Injection time too short
- Shot speed not matched to wall thickness/flow length
5. Gating System Design Not Optimized
A gating system that weakens filling capability increases cold-shut risk. Examples:
- Biscuit/pressure head height too low
- Runner cross-section too small
- Ingate area too small for thin-wall/long-flow parts
6. Melt Flow State Not Considered (Flow Front Issues)
Cold shuts are easy to form when the melt:
- Fills asynchronously in separate streams
- Creates turbulence or split flow
- Merges in areas without matching overflow/venting design
- Entraps gas near merge lines, blocking fusion
How to Prevent and Eliminate Cold Shuts
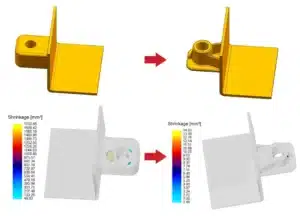
1. Optimize Mold Design for Stable Filling
Design runners, gates, and overflow positions so that molten metal fills smoothly and synchronously, avoiding split flow and early cooling.
2. Increase and Balance Melt + Mold Temperature
Raise pouring temperature and die temperature within a safe process window:
- Too low → early freezing & cold shuts
- Too high → oxidation risk
The goal is stable fluidity without overheating.
3. Tune Shot Parameters
Key targets:
- Increase specific pressure and shot speed when needed
- Ensure the cavity fills fully
- Minimize liquid-metal residence time in the cavity to avoid cooling during flow
4. Improve Venting and Overflow Capacity
Ensure good cavity exhaust so trapped gas doesn’t reduce local temperature or block fusion. Increase overflow volume where streams merge.
5. Upgrade the Gating System
For thin-wall or long-flow designs:
- Increase biscuit height where appropriate
- Enlarge ingate cross-section
- Add gates or adjust positions to shorten flow length and maintain temperature
6. Control Alloy and Material Quality
Select suitable alloy grades and maintain composition stability. Improving alloy fluidity can significantly reduce cold shut formation.
7. Improve Pouring / Ladling Operations
Use proper flux/covering agents to reduce secondary oxidation, and if needed, pour under controlled atmosphere to keep melt clean and fluid.
8. Maintain the Mold Regularly
Worn, damaged, or contaminated mold surfaces can disrupt flow and temperature balance, indirectly causing cold shuts. Preventive maintenance is essential.
Real Production Cases
Case 1: Extra-Large Thin-Wall Aluminum Casting

Conditions:
- Melt temperature: 700 °C
- Mold temperature: 200 °C
- Filling speeds: 30 / 40 / 50 m/s
- Filling times: 68.6 / 51.4 / 41.1 ms
Severe cold shuts occurred at 30 m/s. The part had a 1230 mm flow length and only 2.8 mm wall thickness, causing rapid temperature loss in thin sections.
Fix:
- Raise melt temperature to 720 °C
- Increase shot speed to reduce flow time
- Avoid excessive overheating to prevent oxidation
After adjustment, cold shuts were eliminated.
Case 2: Automotive Clutch Housing

Condition: Pouring at 665 °C led to cold shuts.
Root cause: low temperature at the far end of the die + heavy gas entrapment, causing rapid cooling at the final filling zone.
Fix:
- Reduce cooling water flow at the far end to raise local die temperature to 260 °C
- Delay the high-speed shot switching point
- Increase high-speed shot speed and ingate velocity while keeping total fill time unchanged
Cold shut defects were largely removed.

Quick Checklist to Avoid Cold Shuts
- Confirm runner/gate layout supports short, smooth, synchronous flow paths
- Keep mold temperature stable and balanced (no cold corners)
- Maintain melt temperature in the safe filling window
- Ensure shot curve provides enough speed/pressure before freezing
- Place overflows and vents at merge points
- Control alloy chemistry and cleanliness
- Perform routine mold maintenance
Work with a Die Casting Team That Solves Defects Systematically
Cold shuts are rarely “just a parameter problem.” They usually require coordinated improvements in tooling design + HPDC process control + venting strategy.
At Cast Mold, we provide high pressure die casting and mold manufacturing services, including DFM/Moldflow validation and process optimization to help customers eliminate defects like cold shuts, flow marks, and porosity—before they impact mass production.
Aluminum Die Casting Services
Learn more about our aluminum high pressure die casting services in China.




")
