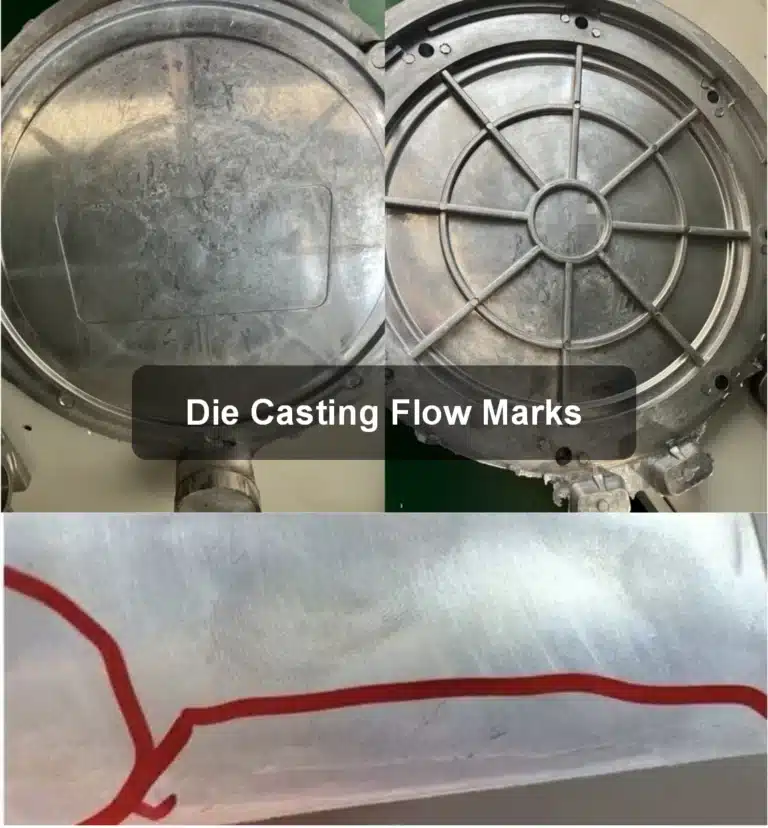
Flow marks (also called flow lines or flow streaks) are a common surface defect in aluminum and zinc die castings. They appear as irregular, directionless streaks that differ in color from the base metal. In severe cases, flow marks may occur together with cold shuts, harming both appearance and downstream surface finishing quality.
For manufacturers aiming at high-end appearance or coating requirements, controlling flow marks is a key quality target.
What Are Die Casting Flow Marks?
Die casting flow marks are visible surface patterns created when molten metal flows unevenly or solidifies too early inside the cavity. Instead of a smooth, uniform skin, the part shows soft “water-ripple”-like traces or cloudy bands.
Typical impact:
- Reduced cosmetic quality
- Higher rejection rate after painting, plating, or anodizing
- Potential indication of unstable filling behavior
Main Causes of Die Casting Flow Marks
Based on the article, flow marks usually come from one or more of these root causes:
1. Mold Temperature Too Low
If mold temperature is below the alloy’s stable filling window, metal cools too fast and flow becomes discontinuous.
Examples mentioned:
- Zinc alloy molds < 150°C
- Aluminum alloy molds < 180°C
These conditions increase flow-mark risk.
2. Unreasonable Mold / Gating Design
Poor runner or gate layout can cause asynchronous flow fronts, splashing, or local turbulence.
Common design issues:
- Gate cross-section too small
- Gate position not aligned with natural flow path
- Structural defects causing split/uneven streams
3. Molten Metal Temperature Too Low
Low metal temperature reduces fluidity, increasing viscosity and early solidification during filling, leading to flow streaks.
4. Improper Injection Speed or Pressure
If shot speed is too fast, too slow, or pressure is insufficient, filling becomes unstable and creates surface traces.
5. Multiple Metal Streams Not Synchronized
When two or more streams enter with different temperatures, they solidify at different times, leaving “water-ripple” patterns on the surface.
6. Process / Operation Issues
Examples include:
- Excessive release agent
- Mold not cleaned in time
- Startup or parameter setting not standardized
7. Mold Abnormalities
Oil leakage, water leakage, or contamination entering the cavity during filling can disturb metal flow and cause streaks.
How to Fix Die Casting Flow Marks (Practical Methods)
1. Apply Release Agent Correctly
Use a thin, uniform release-agent layer. Too much spray increases gas and cooling shock, worsening flow marks.
2. Polish the Mold Surface
Improving mold smoothness reduces flow resistance and helps metal spread evenly, lowering streak formation.
3. Optimize Runner and Gate Design
Key actions:
- Add or enlarge overflows
- Increase gate area
- Adjust runner direction to unify flow fronts
Goal: stable, synchronous filling without splashing or separated streams.
4. Raise and Balance Mold Temperature
Increase mold temperature appropriately and keep temperature distribution uniform to avoid cold zones.
5. Control Alloy Quality
Ensure clean, qualified raw material to avoid poor flow behavior caused by impurities or incorrect composition.
6. Adjust Metal Flow Speed (Shot Parameters)
Over-fast metal flow can leave streaks; tune parameters such as:
- injection speed
- filling time
- transition point from slow to fast shot
Aim for “medium-stable” flow that fills fully without turbulence.
7. Surface Treatment for Existing Flow Marks
If marks already exist, use:
- sandblasting
- polishing
- painting / coating
to hide or reduce visible contrast.
8. Clean and Maintain the Mold During Production
Remove buildup and debris frequently to keep flow channels clean and consistent.
Case Studies from Production
Case 1: Zinc Alloy Zipper Head

Flow marks originated at the gate and extended along the flow direction, with sharp boundaries.
Root cause: long-term high-temperature, high-speed flow in the local region, while surrounding areas were cooler/slower.
Fix: reduce local flow speed and minimize temperature difference; enlarge gate size and increase melt/mold temperature for more uniform filling.
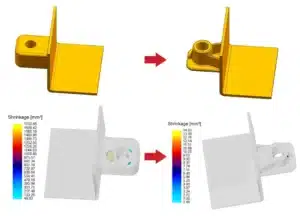
Case 2: Pot Lid Casting

Wave-like flow marks formed because multiple streams had large temperature differences, causing sequential solidification.
Moldflow analysis showed the inner stream cooled after passing a top opening, creating cold flow lines on the surface.
Fix: design multiple short runners to reduce resistance and solidification time, while keeping stream temperatures closer.

Quick Checklist to Prevent Die Casting Flow Marks
- Keep mold temperature in the stable window and balanced
- Ensure melt temperature supports long-flow filling
- Avoid too small or mis-located gates
- Synchronize multiple flow fronts
- Tune slow-shot / fast-shot transition for smooth filling
- Use release agent carefully and clean molds regularly
Work with a Reliable Die Casting & Tooling Partner
If you’re facing surface defects like flow marks, cold shuts, or porosity, solving them usually requires both mold design optimization and stable HPDC process control.
At Cast Mold, we support customers with high pressure die casting and mold manufacturing, including DFM/Moldflow validation and parameter tuning to stabilize filling and improve surface quality.
Aluminum Die Casting Services
Learn more about our aluminum high pressure die casting services in China.





")