
Understanding and identifying die casting surface defects is a primary challenge in high-pressure die casting (HPDC). While achieving a flawless surface finish is the goal, the process is a complex interplay of high temperatures, extreme pressures, molten metal fluid dynamics, and intricate tooling. This complexity means that surface imperfections are a common hurdle.
Identifying a defect is only the first step. The real value lies in understanding its root cause—whether it originates from the material, the process parameters, or the mold itself—and implementing a systematic, effective solution.
This comprehensive guide details 20 of the most common die casting surface defects. Based on extensive diagnostics, we will explore the phenomenon, primary causes, and actionable solutions for each, providing a professional framework for troubleshooting.
- A Closer Look at Common Die Casting Surface Defects
- 1.Cold Flow (Cold Laps)
- 2. (Scratches or Drag Marks)
- 3.Misrun (Short Fill)
- 4.Blisters (Gas Bubbles)
- 5. Flow Marks (Stripes)
- 6. Sink Marks (Sinking)
- 7. Cracks (Cracking)
- 8. Ejector Marks (Pin Marks)
- 9. Network Cracks (Heat Checking)
- 10. Discoloration (Spots)
- 11. Pitting (Pinholes)
- 12. Flash (Fins)
- 13. Lamination (Layering)
- 14. Deformation (Warping)
- 15. Mismatch (Misalignment)
- 16. Mechanical Damage (Handling Dents)
- 17. Cold Slugs
- 18. Erosion (Washout)
- 19. Soldering (Friction Burn)
- 20. Foreign Material (Inclusions)
- Conclusion
- Aluminum Die Casting Services
A Closer Look at Common Die Casting Surface Defects
Here is the detailed breakdown of 20 common defects, their causes, and solutions.
1.Cold Flow (Cold Laps)
What It Is:
A cold flow defect, also known as a cold lap, is a surface imperfection characterized by irregular, linear patterns or seams. It occurs when two or more streams of molten metal, which have already begun to cool and lose fluidity, meet within the mold cavity but fail to fuse together completely. These seams can be shallow, non-penetrating surface marks or, in severe cases, can extend through the casting wall, significantly compromising the part’s structural integrity. These areas often show a tendency to fracture when subjected to external force.
Common Causes:
- Inadequate Temperatures: The primary cause is insufficient heat. This can be a pouring temperature for the molten metal that is too low, or a mold die temperature that is below its optimal operating range.
- Alloy Composition: The alloy’s chemical composition may be out of specification, leading to poor fluidity (e.g., low eutectic content).
- Gating and Flow Path: An unreasonable gate location or an overly long flow path can cause the metal to cool excessively before the cavity is completely filled. Metal streams that are forced to branch and flow around complex features are highly susceptible.
- Inefficient Filling Dynamics: A filling speed (injection speed) that is too low does not provide enough velocity to ensure proper fusion. This is often exacerbated by poor venting, which traps air and prevents the metal fronts from meeting.
- Low Specific Pressure: Insufficient intensification pressure (specific pressure) fails to adequately force the two cooling metal fronts together at their meeting point.
How to Diagnose and Fix:
- Check for Visual Cues: If the casting surface appears dark, blackened, or has prominent swirling flow patterns accompanying the seam, it is a strong indicator of low temperatures.
- Solution: Appropriately increase the molten metal pouring temperature and the mold temperature. Ensure mold heaters are functioning correctly.
- Analyze Alloy Fluidity:
- Solution: Verify the alloy composition against material standards. Adjust the alloy or switch to a grade with better fluidity if the current composition is unsuitable for the part’s design.
- Evaluate Gating and Flow: Observe the pattern of the cold flow; it will almost always point to the location where the metal streams are meeting.
- Solution: Modify the gating system. This may involve changing the gate location to improve the filling path, increasing the gate’s cross-sectional area, or adding overflows and venting at the exact location of the defect to draw cold metal and trapped air out of the cavity.
- Assess Filling Speed: If the part also shows signs of misruns or a dull finish, the filling speed may be too low.
- Solution: Increase the high-pressure injection speed (second-phase speed) to fill the cavity faster, ensuring the metal streams meet while still fully molten.
- Check Pressure: If the casting feels light or shows signs of porosity, the part is not dense.
- Solution: Increase the specific pressure (intensification) to ensure the casting is properly compacted and to force the metal fronts to fuse.
 1")
2. (Scratches or Drag Marks)
What It Is:
Strain, more commonly known as drag marks or scratches, are lines or grooves on the casting surface, oriented parallel to the direction of ejection. They are caused by the casting’s surface adhering to or dragging against the mold wall during ejection. In mild cases, they are superficial lines (soldering); in severe cases, they can become deep grooves (galling).
Common Causes:
- Mold Design: Insufficient draft angle (taper) in the mold cavity or on cores.
- Mold Damage: Scratches, nicks, or erosion on the cavity or core surfaces.
- Alloy Sticking (Soldering): The molten alloy (particularly aluminum) chemically bonds with the mold steel.
- Ejection Issues: Misaligned ejector pins or an angled part ejection.
- Process/Material: Rough mold surface, low iron (Fe) content in aluminum alloys (<0.6%), excessive temperatures, or high injection speed causing impingement.
- Insufficient Lubrication: Uneven or inadequate application of mold release agent.
How to Diagnose and Fix:
- Minor Scratches/Polished Look:
- Solution: Check and correct the mold’s manufacturing draft. Ensure all surfaces have an adequate taper.
- Severe Tears/Galling:
- Solution: Polish out any existing pressure spots or galling on the mold surface. Consider re-hardening or applying a new nitriding treatment.
- Alloy Sticking (Soldering):
- Solution (Material): Increase the iron content in the alloy to the 0.6% – 0.8% range.
- Solution (Process): Lower the pouring temperature and/or mold temperature.
- Solution (Mold): Ensure the mold surface is properly polished, nitrided, and uniformly lubricated.
- Localized Scratches:
- Solution: Check for core shift. Adjust the gate location to avoid direct impingement on the affected mold wall.
- Ejection Noise:
- Solution: Correct the ejector pin structure and alignment.
 2")
3.Misrun (Short Fill)
What It Is:
A misrun, or short fill, is a defect where the molten metal fails to completely fill the mold cavity, resulting in missing or incomplete sections. The part will have rounded, smooth edges at the point of the misrun, indicating the metal solidified before reaching the end of the cavity. It is common in thin-walled sections or at the end of long flow paths.
Common Causes:
- Poor Metal Fluidity: High gas or slag content; low pouring or mold temperature.
- Inadequate Filling Parameters: Injection speed is too slow, or accumulator/specific pressure is too low.
- Poor Gating: The gate cross-sectional area is too small, restricting flow.
- Trapped Air (Back Pressure):
- Poor venting prevents air from escaping.
- Excessive or wet lubricant turns into gas, blocking metal flow.
How to Diagnose and Fix:
- Check Fluidity: If the product quality is poor and contains gas bubbles.
- Solution: Refine the molten alloy. Skim all slag and impurities and ensure proper degassing.
- Check for Cold Flow Marks:
- Solution: Increase the alloy pouring temperature and the mold temperature.
- Check for Pits/Dimples: If the product surface shows small pits, indicating trapped air.
- Solution: Increase the injection pressure.
- Analyze Gating: If the misrun is consistent at the end of a long flow path.
- Solution: Optimize the gating system. Relocate the gate, increase its cross-sectional area, or add auxiliary gates.
- Analyze Venting: If the surface is dark or has black “soot” deposits.
- Solution: Improve venting. Add or enlarge chill vents and overflows. Ensure existing vents are clean.
- Analyze Lubricant:
- Solution: Apply lubricant thinly and evenly. Ensure it is fully dry (atomized) before closing the mold.
 3")
4.Blisters (Gas Bubbles)
What It Is:
Blisters are raised, bubble-like defects on the casting’s surface. They are caused by gas (trapped air or gas released from the molten metal) trapped just beneath the solidified “skin” of the part. This subsurface gas expands, pushing the still-pliable skin outward.
Common Causes:
- High Mold Temperature: The mold is too hot, or the part is ejected too early before the skin is strong enough to contain the internal gas pressure.
- High Filling Speed: An excessively high injection speed creates turbulence and traps more air.
- Lubricant Issues: The lubricant (release agent) is applied too heavily or is not fully atomized (still wet) before injection, causing it to vaporize and get trapped.
- Poor Venting: The mold cavity is not adequately vented.
- Alloy Issues: The alloy melting temperature is too high (increasing gas absorption), or the melt is not properly degassed.
How to Diagnose and Fix:
- Check Mold Temperature: Use a pyrometer to measure the mold surface temperature.
- Solution: Reduce the mold temperature. Increase the cooling time or add localized cooling.
- Check for “Bright” Areas: If the surface near the ingate is significantly brighter, it indicates excessive filling speed.
- Solution: Reduce the injection speed. If the ingate is too thin, increase its thickness to reduce velocity.
- Inspect Lubricant Application: If it looks “soapy” or white, it’s too thick or wet.
- Solution: Change the lubricant or adjust the water/lubricant ratio. Ensure a fine, atomized spray.
- Inspect for Soot/Burns: A clear sign of poor venting.
- Solution: Add or enlarge vents. Ensure existing vents are not clogged.
- Check Part Density:
- Solution: Take a sample and check its density. If low, the alloy is gassy. Refine and degas the melt.
 4")
5. Flow Marks (Stripes)
What It Is:
Flow marks are visible lines, stripes, or “flower patterns” on the casting surface that trace the flow path of the molten metal. They are caused by the first-to-enter, cooler metal forming a thin skin against the mold wall, which is then pushed and folded by the subsequent metal flow. These marks are purely aesthetic and typically cannot be polished away.
Common Causes:
- Improper Gating: The ingate is too small or improperly positioned, causing the metal to enter as a high-velocity jet (“jetting”).
- Low Mold Temperature: A mold that is too cold (e.g., below $180^\circ \text{C}$ for aluminum) causes the initial metal stream to solidify too quickly.
- High Filling Speed: Can cause jetting and turbulence.
- Excessive Lubricant: Creates a barrier that interferes with the metal’s flow.
- Insufficient Pressure: Fails to press the semi-solidified layers against the mold wall.
How to Diagnose and Fix:
- Check for “Sooty” Deposits: If the mold cavity shows black, sooty trails.
- Solution: Redesign the gating to achieve a synchronous, parallel filling pattern. Adjust the ingate cross-section, location, or flow direction.
- Check Mold Temperature: Use a pyrometer.
- Solution: Adjust the mold temperature to the optimal range.
- Check for “Bright” Spots: If the area around the gate is excessively bright.
- Solution: Adjust the filling (injection) speed to change the filling state.
- Check for Residue:
- Solution: Adjust the lubricant application. Ensure a thin, even coating.
- Check for “Dull” Finish:
- Solution: The pressure is likely too low. Adjust the injection pressure.
 5")
6. Sink Marks (Sinking)
What It Is:
A sink mark is a shallow, localized depression or “dimple” on the casting surface, often opposite a thick section like a boss or rib. It is a form of shrinkage porosity. It occurs when a thick internal section cools and shrinks after the outer surface skin has formed, pulling the still-hot, pliable surface skin inward.
Common Causes:
- Part Design: Poorly designed structure with excessively thick sections, large variations in wall thickness, or sharp internal corners creating “hot spots.”
- Improper Gating: The ingate cross-section is too small or is improperly placed, failing to feed molten metal to the thick section during solidification.
- Low Injection Pressure: The specific pressure (intensification) is too low to compensate for shrinkage.
- High Mold Temperature: An excessively high mold temperature in the area of the sink mark keeps the metal molten for too long.
How to Diagnose and Fix:
- Analyze Part Structure: Check for thick walls or bosses that correspond to the sink mark.
- Solution: If possible, modify the part design. Reduce wall thickness, “core out” bosses, or use fillets and radii to transition between sections smoothly.
- Check for Internal Porosity:
- Solution: Increase the gate cross-sectional area to allow for better feeding. Ensure the gate freezes after the part.
- Increase Pressure:
- Solution: Increase the injection pressure (intensification) to force-feed more material into the part during solidification.
- Analyze Mold Temperature: Check for hot spots on the mold.
- Solution: Adjust the mold’s thermal balance. Add localized cooling (e.g., cooling channels) to the hot spot, or spray more lubricant in that area.
- Check for Mold Damage:
- Solution: Inspect the corresponding mold area for any damage (dents, collapse). Repair the mold.
 6")
7. Cracks (Cracking)
What It Is:
Cracks are fractures or fissures in the casting. They can be non-penetrating (surface) or penetrating (through the wall).
- Hot Cracks (Hot Tears): Occur at high temperatures during solidification when shrinkage is hindered by the mold. The crack surface will be oxidized (darker).
- Cold Cracks: Occur at lower temperatures, often during ejection or handling, due to high internal stresses. The crack surface will be clean and bright.
Common Causes:
- Part Structure: Poor design with abrupt changes in wall thickness, small fillet radii, or sections that are easily hindered during shrinkage.
- Ejection Issues: Ejector pins are misaligned, unevenly stressed, or the ejection force is too high.
- Mold Temperature: The mold temperature is too low (causing cold cracks) or too high/low in specific core areas.
- Delayed Ejection: The part is left in the mold too long, causing it to shrink onto cores, which resists contraction.
- Alloy Composition: The alloy is incorrect or contaminated. Specific impurities can reduce hot ductility and promote cracking.
How to Diagnose and Fix:
- Analyze Part Structure:
- Solution: In consultation with the customer, improve the casting structure. Increase radii, reduce wall thickness variations.
- Check Ejection: Observe the ejection process.
- Solution: Check and correct the ejector pin mechanism. Ensure all pins are aligned and apply even force.
- Check Temperatures and Timing:
- Solution: If cold cracking, increase the mold temperature. If hot-tearing on a core, check core temperatures. Shorten the mold opening and core pull times.
- Analyze Alloy:
- Solution: Send an alloy sample for spectroscopic analysis. Ensure all elements are within specification.
- Check for Corresponding Mold Features:
- Solution: If a crack consistently appears at a thick section, improve cooling. If it appears near a core, check the core for damage or misalignment.
 7")
8. Ejector Marks (Pin Marks)
What It Is:
Ejector marks are indentations or, conversely, raised circular bosses on the casting’s surface that directly correspond to the locations of the ejector pins. They are caused by the interaction of the ejector pins with the part during demolding.
Common Causes:
- Ejector Pin Misalignment: The pins are not set to the correct height (recessed or proud) or are worn.
- Uneven Ejection: The ejection force is not distributed evenly.
- Small Pin Area: The total surface area of the ejector pins is too small for the size of the casting, resulting in excessive localized pressure.
- Ejection While Hot: The part is ejected when it is still too hot and soft.
- Shrinkage and Sticking: The part shrinks tightly onto mold cores, requiring excessive ejection force.
How to Diagnose and Fix:
- Inspect Pin State: Check the ejector pin height, alignment, and for any wear.
- Solution: Adjust, repair, or replace the ejector pins to ensure they are perfectly flush with the mold surface.
- Check for Uneven Marks:
- Solution: Check the ejector plate and mechanism for warping or misalignment. Ensure all pins move as a single, square unit.
- Check Pin Size/Quantity:
- Solution: Add more ejector pins or increase the diameter of existing pins to better distribute the load.
- Check for Sticking:
- Solution: Improve the draft angle in the problematic area. Polish away any soldering. Increase mold open/ejection delay to allow the part to cool and strengthen.
 8")
9. Network Cracks (Heat Checking)
What It Is:
This defect appears on the casting as a fine, raised network of intersecting lines or “veins.” It is a direct impression of a defect on the mold surface. The mold itself develops fine cracks (heat checking) due to repeated thermal cycling. The molten metal is then forced into these tiny cracks under high pressure.
Common Causes (for the Mold):
- Thermal Fatigue: The mold material has reached the end of its service life.
- Improper Mold Material/Heat Treat: The mold steel was incorrect for the application, or the heat treatment was performed incorrectly.
- Extreme Thermal Gradients: The temperature difference across the mold face is too large.
- High Pouring Temperature: Consistently running the molten alloy at an excessively high temperature accelerates thermal fatigue.
- High Injection Speed: High-velocity metal flow causes erosion, which exacerbates cracking.
How to Diagnose and Fix:
- Inspect the Mold: The defect will correspond exactly to a location on the mold.
- Solution (Short Term): Weld-repair the cracks on the mold surface and re-polish.
- Solution (Long Term): The mold cavity or core has reached its end-of-life and must be re-made.
- Review Mold Maintenance:
- Solution: Implement a strict mold maintenance and pre-heating schedule. Always pre-heat molds to operating temperature to reduce thermal shock.
- Check Process Parameters:
- Solution: Reduce the alloy pouring temperature to the lowest possible point within the process window.
- Review Mold Design:
- Solution: For new molds, ensure proper steel selection (e.g., H13) and correct heat treatment. Design with balanced cooling.
 9")
10. Discoloration (Spots)
What It Is:
This defect appears as discolored spots or patches on the casting surface, generally caused by deposits of carbonized material (burnt lubricant) or impurities.
Common Causes:
- Excessive Lubricant: Too much release agent is applied. When the molten metal enters, it burns the excess, leaving a black carbon (soot) deposit.
- High Graphite in Lubricant: The lubricant contains too much graphite, which can stain the part.
- Early Spraying: Spraying lubricant onto the mold before the part has been fully ejected, causing splashback.
- Contamination: During part transfer, water or hydraulic oil drips onto the hot casting.
How to Diagnose and Fix:
- Check Lubricant Application: If the spots are black and sooty.
- Solution: Reduce the amount of lubricant. Ensure it is applied thinly and evenly. Use compressed air to blow off any excess.
- Check Lubricant Type:
- Solution: Reduce the graphite content in the lubricant mix or switch to a graphite-free release agent.
- Check Spray Cycle:
- Solution: Ensure the mold is fully open and the part is clear before the spray cycle begins.
- Check for Leaks: If the spots are reddish-brown or oily.
- Solution: This is likely a hydraulic oil leak from the press (e.g., from the plunger). Repair the leak immediately.
- Check Part Handling:
- Solution: Protect the part from water drips, oil, or other contaminants during transfer.
 10")
11. Pitting (Pinholes)
What It Is:
Pitting, or pockmarked face, is a surface defect characterized by numerous, fine, pinhole-sized pits or pores clustered in a specific area. It is caused by the metal solidifying around tiny, dispersed gas bubbles generated at the mold-metal interface, often related to turbulent flow.
Common Causes:
- Turbulent Filling: The molten metal is dispersed into fine droplets (atomized) as it enters the cavity, trapping micro-bubbles of air and lubricant vapor.
- Thin Ingate: The gate thickness is too small, causing excessively high velocity and atomization.
- High Ingate Speed: The injection speed is too fast.
- Low Mold Temperature: A cold mold surface causes the atomized spray to “freeze” on impact before it can re-fuse.
How to Diagnose and Fix:
- Observe Filling:
- Solution: Redesign the gating system (ingate, runner) to prevent atomized injection. Improve venting.
- Check Gate Velocity:
- Solution: Appropriately reduce the ingate velocity (second-phase injection speed).
- Check Gate Thickness:
- Solution: Appropriately adjust the ingate thickness.
- Check Mold Temperature:
- Solution: Increase the mold temperature to the specified process range.
 11")
12. Flash (Fins)
What It Is:
Flash is a common defect where a thin, unwanted sheet of metal is forced out of the mold cavity and solidifies in the gaps between mold components. It most often appears at the parting line, but can also occur around ejector pins, cores, or slides.
Common Causes:
- Insufficient Clamping Force: The machine’s clamping tonnage is too low to hold the mold halves together against the injection pressure.
- High Injection Pressure: The injection pressure or speed is set too high.
- Mold Damage/Wear: The parting line surfaces are damaged, worn, or hobbed, preventing a perfect seal.
- Poor Mold Sealing:
- Mold halves or slides are misaligned.
- Debris, “crud,” or flash is stuck on the parting line, preventing the mold from closing fully.
- Insufficient Mold Support: The mold lacks sufficient support pillars, allowing it to flex under pressure.
How to Diagnose and Fix:
- Check Pressures:
- Solution: Increase clamping force or, more commonly, decrease the injection pressure or speed to the lowest acceptable level.
- Clean the Mold:
- Solution: Thoroughly clean the parting line surfaces and all moving components (slides, cores).
- Inspect Mold:
- Solution: Check the parting line and moving components for wear or damage. Repair or re-machine these surfaces.
- Check Mold Strength/Support:
- Solution: Add support pillars to the mold base to prevent flexing.
- Check Machine:
- Solution: If the part’s projected area is too large for the machine, the mold must be moved to a larger-tonnage machine.
 12")
13. Lamination (Layering)
What It Is:
Lamination, or layering, is a defect where the casting’s surface is composed of distinct, overlapping layers of metal that are not fully fused. This can often lead to the surface “peeling” or flaking off. It is essentially a severe form of cold flow.
Common Causes:
- Poor Gating/Filling Sequence: The cavity fills in an improper sequence, with one stream flowing over a semi-solidified stream.
- Mold Component Misalignment:
- Excessive clearance (e.g., >0.1mm) between moving components (slides, cores) and the mold.
- Worn plunger tip and shot sleeve.
- Low Mold Temperature: A cold mold causes premature solidification of the filling front.
- Alloy Contamination: Changes in alloy chemistry or contamination (oxides) can prevent proper fusion.
How to Diagnose and Fix:
- Analyze Fill Sequence: Use flow simulation or observe short shots.
- Solution: Redesign the gating to ensure a logical, progressive fill order.
- Inspect Mold Components: Measure the clearances between moving slides, cores, and the main mold.
- Solution: Repair or replace worn components to ensure all clearances are within specification (e.g., <0.1mm).
- Check Plunger/Sleeve:
- Solution: Measure the plunger tip and shot sleeve for wear and replace them if clearance is excessive.
- Check Mold Temperature:
- Solution: Add heating or adjust cooling to balance the mold temperature.
- Check for Flash:
- Solution: This indicates mold-closing issues. Repair the mold or adjust the machine’s clamping mechanism.
 13")
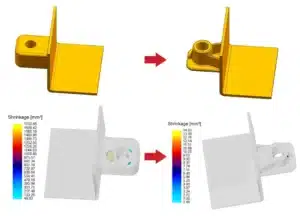
14. Deformation (Warping)
What It Is:
Deformation is a defect where the casting’s final shape does not match the intended geometry; the part is bent, twisted, or warped. This is caused by the uneven release of internal stresses built up during cooling.
(Note: Based on “Cause/Solution” image provided.)
Common Causes:
- Poor Part Design: The structure is unstable, has large, flat, unsupported areas, or has highly uneven wall thicknesses, leading to uneven cooling and shrinkage.
- Premature Ejection: The part is ejected from the mold while still too hot and soft.
- Uneven Ejection Force: Ejector pins are poorly placed, bending the part during ejection.
- Improper Handling: The hot, flexible part is stacked, dropped, or handled improperly.
- Uneven Mold Temperature: A large temperature difference between the moving and fixed halves of the mold causes uneven cooling rates.
How to Diagnose and Fix:
- Check Part Structure:
- Solution: Modify the casting structure (e.g., add ribs, stiffeners) to improve rigidity.
- Check Ejection:
- Solution: Increase the cooling time (cycle time) to ensure the part is rigid before ejection. Adjust ejector pin locations for balanced force.
- Check Mold Temperatures:
- Solution: Balance the mold’s thermal profile. Add or adjust cooling/heating to ensure a stable, uniform temperature.
- Check Part Handling:
- Solution: Implement cooling fixtures or jigs that hold the part in its correct shape as it cools. Avoid stacking hot parts.
- Check Post-Processing:
- Solution: If post-processing like shot blasting is causing warping, develop fixtures to hold the part.
15. Mismatch (Misalignment)
What It Is:
Mismatch is a defect where one part of a casting, formed by one mold component (e.g., one mold half or a slide), is shifted or misaligned relative to another part of the casting. This often appears as a sharp “step” along the parting line.
Common Causes:
- Mold Component Wear:
- The mold’s guide pins, bushings, or locking tapers are worn or damaged.
- Slides or core-pull mechanisms are worn, loose, or failing to lock in place.
- Machine/Setup Issues: The machine platens are not parallel, or the mold was not set up correctly.
- Debris: Debris on the mold parting line or locking tapers prevents proper alignment.
- Uneven Pressure: The part design or gating causes uneven pressure, physically pushing a core or slide out of position.
How to Diagnose and Fix:
- Inspect Mold: Check guide pins, bushings, and locking tapers for wear.
- Solution: Repair or replace worn components. Re-machine locking tapers to ensure a tight fit.
- Check Slides/Cores:
- Solution: Check the state of slide locking mechanisms. Repair or replace any worn locking components.
- Check Alignment:
- Solution: Check the alignment of the mold halves and core inserts. Re-align and shim as necessary.
- Check Machine:
- Solution: Verify that the machine platens are parallel and the mold is securely clamped.
- Check for Flash:
- Solution: Clean the mold faces and all locking surfaces. Check the machine’s clamping mechanism.
 14")
16. Mechanical Damage (Handling Dents)
What It Is:
This defect is not caused by the casting process, but by improper handling after the part has been cast. It appears as dents, nicks, or scratches caused by the part striking the mold, the machine, or other parts.
Common Causes:
- Ejection/Removal: The part is damaged during ejection or when being removed (e.g., by a robot gripper, or by hitting the machine as it falls).
- Stacking: Hot or cold parts are thrown into a bin or stacked on top of each other.
- Transfer: Parts are damaged during transfer on a conveyor or in a bin.
- Secondary Operations: Parts are damaged by tools or fixtures during trimming or deburring.
How to Diagnose and Fix:
- Observe Ejection:
- Solution: Ensure the part ejects cleanly and does not hit the mold or machine. Adjust the robot gripper or create a “catch” cushion.
- Implement Handling Procedures:
- Solution: DO NOT stack parts or throw them in a bin. Use designated dunnage or racks that separate each part.
- Check Secondary Ops:
- Solution: Implement proper work instructions. Use soft-jawed vices or protective fixtures. Ensure trimming tools are only used on intended areas.
 15")
17. Cold Slugs
What It Is:
A cold slug is a defect where a small, semi-solidified “flake” of metal becomes embedded in the casting, but is not fully fused with it. It appears as a distinct patch on the part surface. These are caused by prematurely cooled metal from the shot sleeve or gating system being injected into the mold cavity.
Common Causes:
- Shot Sleeve/Nozzle Temperature: The pouring temperature is too low, or the shot sleeve/nozzle is too cold, causing metal to freeze prematurely.
- Gating Design: The runner system is not designed to “trap” this initial cold metal.
- Long Delay: The delay between pouring and injecting is too long, allowing the metal to cool.
- Improper Filling: The “slow shot” phase is too fast, causing metal to splash and create solid flakes.
- Contamination: Un-melted pieces are mixed in with the molten metal.
How to Diagnose and Fix:
- Check Temperatures:
- Solution: Increase the molten metal pouring temperature. Increase the temperature of the shot sleeve or nozzle.
- Optimize Gating:
- Solution: Redesign the runner to include a “slug well” or “cold slug trap” at the end of the main runner, before the gates, to catch this material.
- Adjust Shot Profile:
- Solution: Adjust the slow-shot start position to ensure the plunger engages the metal smoothly, not splashing it.
- Check Metal Cleanliness:
- Solution: Ensure the molten metal is clean, at a uniform temperature, and free of solid debris. Skim the ladle and furnace regularly.
- Check Part Structure:
- Solution: If the defect is in a deep area, increase gate pressure or add an overflow well to pull the cold slug through.
 16")
18. Erosion (Washout)
What It Is:
Erosion is the degradation or “washing away” of the mold steel (cavity or core) caused by the high-velocity, high-temperature stream of molten metal repeatedly impacting the same spot. On the casting, this appears as an unintended, rough “bulge” or “pit” that corresponds to the damaged mold area.
Common Causes:
- Improper Gating: The gate is positioned to aim the molten metal stream directly at a core or mold wall.
- High Gate Velocity: The ingate is too small, or the injection speed is too high, causing the metal to enter at an erosive velocity.
- Mold Material/Hardness: The mold steel in that area is soft or has a problem with its heat treatment.
- High Pouring Temperature: Excessively hot molten metal accelerates the erosion process.
How to Diagnose and Fix:
- Inspect the Mold: The defect will directly map to a “washed out” area on the mold steel.
- Solution: Repair the mold. This often requires welding and re-machining the steel, or replacing the entire core or insert.
- Redesign Gating: This is the most critical solution.
- Solution: Adjust the ingate location, angle, and direction to stop the metal from directly impinging on the mold wall. Aim for a smooth, tangential fill.
- Reduce Velocity:
- Solution: Appropriately increase the ingate thickness to reduce velocity. Reduce the second-phase (fast shot) injection speed.
- Check Temperatures and Hardness:
- Solution: Check the hardness of the mold material. Lower the pouring (alloy) temperature to the minimum acceptable level.
 17")
19. Soldering (Friction Burn)
What It Is:
Soldering is a severe form of alloy sticking. It is a chemical and mechanical bonding of the casting alloy (especially aluminum) to the mold steel. During ejection, a piece of the casting tears away and remains “soldered” to the mold. Subsequent shots will show a rough, torn surface in that same spot.
Common Causes:
- Mold Surface Issues: The mold surface finish is too rough, or the mold has not been properly nitrided or coated.
- Improper Gating: The gate directs metal flow in a way that creates a localized hot spot.
- High Temperatures: The mold or alloy temperature is too high, promoting the chemical reaction.
- Poor Draft: Insufficient draft angle in the mold.
- Alloy Chemistry: Low iron (Fe) content in aluminum alloys.
How to Diagnose and Fix:
- Check Mold Surface:
- Solution: Polish the mold surface. Ensure the mold is properly nitrided or has a suitable PVD coating.
- Adjust Gating and Flow:
- Solution: Adjust the ingate location and flow direction to avoid creating hot spots.
- Balance Thermal Profile:
- Solution: Use thermal analysis to find hot spots. Add localized cooling or increase lubricant spray in these areas.
- Check and Reduce Temperatures:
- Solution: Reduce the overall mold temperature and the pouring temperature.
- Check for Sticking:
- Solution: Add more lubricant (release agent) to the affected area.
 18")
20. Foreign Material (Inclusions)
What It Is:
This defect is characterized by foreign metallic or non-metallic particles embedded in the casting’s surface. These inclusions are not part of the base alloy and can cause structural weak points and surface finish issues.
Common Causes:
- Poor Melt Cleanliness:
- The molten metal in the holding furnace is “dirty” and contains oxides (slag), dross, or other impurities.
- The melt is not properly skimmed or fluxed.
- Material Introduction: Debris from the shot sleeve (e.g., carbonized lubricant) or fragments from the ladle/furnace refractory lining.
- Contamination in Lubricant: The mold release agent is dirty.
- Mold Debris: Debris (e.g., flash, a broken-off chip) is left in the mold cavity from the previous shot.
How to Diagnose and Fix:
- Inspect the Melt: Check the surface of the molten metal in the furnace and ladle.
- Solution: Implement a strict furnace and ladle cleaning schedule. Skim dross from the metal surface before every ladle, and regularly flux the melt.
- Check Shot Sleeve / Ladle:
- Solution: Clean the shot sleeve and ladle. Ensure ladle coatings are intact and not flaking off.
- Check Lubricant:
- Solution: Ensure the lubricant is clean and properly mixed.
- Implement Mold Cleaning:
- Solution: Ensure the automated air-blow cycle is functioning correctly and is aimed at all deep pockets and corners of the mold to remove any residual debris.
 19")
Conclusion
These die casting surface defects are rarely the result of a single, isolated problem. They are symptoms of an imbalanced process where part design, tool engineering, and process parameters are not in harmony.
A systematic approach is paramount. By first correctly identifying the defect, engineers can form a hypothesis, check the most likely causes one by one, and implement targeted solutions. A part with a cold flow mark, a blister, and flash all at once points to a complex problem involving temperature, venting, and clamping force.
Mastering die casting is a continuous process of diagnosing these cause-and-effect relationships. By meticulously analyzing die casting surface defects, a foundry can move from reactive problem-solving to proactive process control, ensuring every part meets the highest standards of quality.
Aluminum Die Casting Services
Learn more about our aluminum high pressure die casting services in China.




")
